There is a common myth taught in business schools: that there were three competing factors in business – speed, price, and quality. “You can have any two of them,” professors will say, “But you can’t have all three.” The idea is that, as an example, if you want something fast, you must sacrifice price and/or quality.
There are a couple of problems with this idea. The most obvious one is that, most of the time, it simply isn’t true. But then, you’d expect somebody who is an advocate of learning Lean thinking to say that. (The other major flaw is that the “quality” in this assertion is, at best, ill-defined, but I’ll deal with that another time.)
I’m certain this assertion about time, speed, and quality isn’t true because of seen so many counterexamples, often having to do with correcting, at no or little cost, poorly managed logistics and poorly design processes. Continue reading →
Watching people trying to wrap their heads around the idea of Lean as more than a set of tools copied piecemeal from Toyota, I have noticed a two-stage problem.
Second, they don’t understand how a Lean system differs from a mass production system.
These aren’t really all that difficult to understand, and they are really important, so let’s take a look at them.
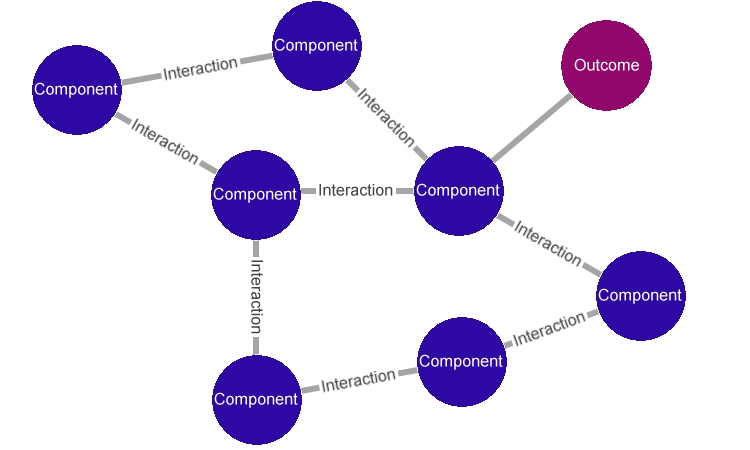
First, what is a system? As I have written before, a system is a set of components that interact to produce a particular outcome. We can diagram this pretty easily:
The essence of a system: components and the interactions between those components.
Actor Gary Oldman’s stunning Academy-Award-winning portrayal in Darkest Hour of Winston Churchill, Britain’s Second World War prime minister, has sparked new interest in a man many regard as the greatest person of the twentieth century.
Great doesn’t mean perfect of course. Like any of us, Churchill had his good moments and his misguided ones. Still, we can learn a great deal about leadership by studying Churchill.
Unfortunately, Winston Churchill’s leadership is usually viewed through a very narrow lens, focused primarily on his “confident manner” and “soaring rhetoric.” These, we are told, are the mark of a leader.
I must dispute this assertion. Real leadership isn’t a show. It takes years to fully develop. It must be underpinned by real substance, substance that can be counted on in difficult times. And to be worthy of the name, leadership must be in service to a complex undertaking. Churchill’s leadership deserves study because of its substance, because of its depth (it was developed over a lifetime), and because there has been no more complex undertaking in human history than winning the Second World War.
It’s not hard to find a broader view of Churchill’s leadership, especially in his own hand. He was a prolific writer, producing thousands of speeches and articles, and more than 50 books — at least seven million words in all. And it’s great writing; in 1953 Churchill was awarded the Nobel Prize in literature.
I was first exposed in detail to the man’s work when, after graduating college, I read his six-volume history, The Second World War. Since then I have read almost all of Churchill’s major works, and a good many books about Churchill, both by professional historians and by people who knew the man.
Along the way I have made mental notes about his work habits and methods — notes about how he interacted with people, how he gathered information, how he planned, how he refined and strengthened those plans, how he gave direction, how he synthesized new understanding from old experience. In 2015, to mark the half century since Churchill’s death I wrote down some of my observations. I thought that, with the renewed interest in Churchill brought about by Darkest Hour, it was worth revisiting those ideas.
While these ideas are written with an eye on Lean organizations, they are entirely applicable — perhaps more applicable and more important — in organizations that haven’t been influenced by the work of Edwards Deming, Shingo Shigeo, and Ohno Taiichi.
(I should note that I’m normally skeptical of using war or sports analogies in business. However, war does provide a level of stress that brings to light problems in systems and personalities that could easily remain hidden in normal times, so learning from war and war leaders, done cautiously, serves a useful purpose.)
The time will come when each of us will face dark hours. Be prepared. Click below to learn more about the Leadership Lessons of Winston Churchill.
In his immensely interesting book Basic Economics, storyteller, humorist, photographer, libertarian economist, and Hoover Institution Fellow Thomas Sowell makes an interesting and succinct observation about inventory: Inventory is a substitute for knowledge.
There are many misconceptions about Lean (and mass production, too) that can be cleared up by giving some serious thought to the meaning of this assertion.
As a general rule, the knowledge that is most important to maintaining proper levels of inventory is knowledge of the rate of customer demand — how much stuff your customers will buy or consume in a given time.
Knowing the rate of customer demand allows us to keep enough inventory on hand to meet peak demands, with but a small margin remaining to allow for our lack of complete knowledge about the rate of customer demand.
End the practice of awarding business on the basis of price tag along. Instead, minimize total cost. Move toward a single supplier for any one item, on a long-term relationship of loyalty and trust. — Edwards Deming
Most American business people find it nearly impossible to understand Edwards Deming’s admonition to not buy on price alone. I learned from my father, who grew up in a predominantly Japanese neighborhood in Honolulu, that there was another approach: Do business with people you know and trust, and your total cost will be lowest.
This remains a difficult concept to understand if you’ve never seen it in action, so let me tell a story that illustrates the idea. Continue reading →
The Royal Air Force’s only airworthy Second World War-era Lancaster bomber flying over eastern England. Powered by four of the Rolls Royce Merlin engines that powered such fighter aircraft as the Supermarine Spitfire, the Hawker Hurricane, and the North American Aviation Mustang, the Avro Lancaster was the subject of an off-target statistical analysis intended to improve the survivability of the aircraft in combat.
Walking home from a meeting recently I heard a strangely familiar growl growing over my left shoulder. I finally looked back to see a Boeing B-17 Flying Fortress — the mainstay of the strategic bombing campaign of the American Eight Air Force During the Second World War — flying toward me at a surprisingly low altitude.
The plane sounded pretty much as they do in the movies except, since this plane presumably wasn’t carrying several tons of high explosives, the engines weren’t working as hard as the sound effects in the movies so they sounded less stressed. I watched until the plane disappeared in the haze to the north.
Seeing this septuagenarian aircraft (the last one was built in 1945) reminded me of the use of statistics during the war to try to assess the effectiveness of various war-making efforts. It was, of course, during the war that Edwards Deming put into practice in American industry the sort of statistical controls he later introduced in Japan.
I once read a story about a statistical survey done by the RAF on the survivability of the Avro Lancaster bomber, the main British four-engine heavy bomber during the war. The survey illustrated the importance of knowing exactly what we are trying to measure with statistics, and why. Continue reading →
Years ago I read a small book by an old-time foundryman. He wrote on almost everything one needs to know about getting started in foundry work — how to build furnaces for smelting different types of metals, the right sand to use for casting, how to estimate melt temperatures, how to build and use core boxes, and so on.
In the last chapter, covering the business aspects of foundry work, he wrote something that stuck with me: “Foundries,” he said, “don’t make money. Foundries make castings. Money is the by-product of well-made castings.”
Many business people never learn this simple lesson. We are in business to serve the customer. As I have written so many times before, if you forget why you show up to work everyday — to serve the customer — you can’t claim to be Lean.
In yet another example of misunderstanding Lean thinking and methodologies, I have ocassionally had people tell me that Lean can’t work in a retail or customer service environment. If Lean were simply about crudely copying the tools Toyota developed, that would be true, but it isn’t, so it’s not.
In fact, Lean is about how we think about the business, how we think about customers and their needs, how we think about business problems, and how we design solutions to those business problems. Lean thinking applies in virtually any business and, I dare say, in most human endeavors. Let me give an example.
I have a friend (which many acquaintances find surprising) who works as an operational support person in a retail operation. He occasionally has to fill in answering phones, and he has repeatedly gotten stung on “secret shopper” calls.
I just realized that I have never discussed Deming’s red bead experiment. Actually, these videos are pretty much self-explanatory, so there isn’t much to discuss. This experiment is a classic example of what is wrong with so much management and, if you can appreciate Dr. Deming’s dry sense of humor, is both painful and quite amusing. Watch and weep.